Case Studies > Hills MDR Plant


Case Studies > Hills MDR Plant

Location: Swindon
Country: GB
Project Type: Turnkey
The Hills Group of companies covers waste management, recycling, aggregates, concrete and building quality new homes.
Turmec was commissioned to design, supply and install an advanced MRF plant in Wiltshire for The Hills Group, which will treat kerbside collected comingled recyclable materials collected from around 220,000 households across the region and will have the capacity to process 20 tonnes of mixed dry recyclables per hour.

Turmec’s plant design and advanced sorting equipment will ensure that a high-quality separation of recycled materials is achieved. Turmec equipment includes various screens with optical and magnet elements to maximise the recovery of paper, cardboard, plastic bottles (PET and HDPE), plastic pots, tubs and trays, cans (steel and aluminium).
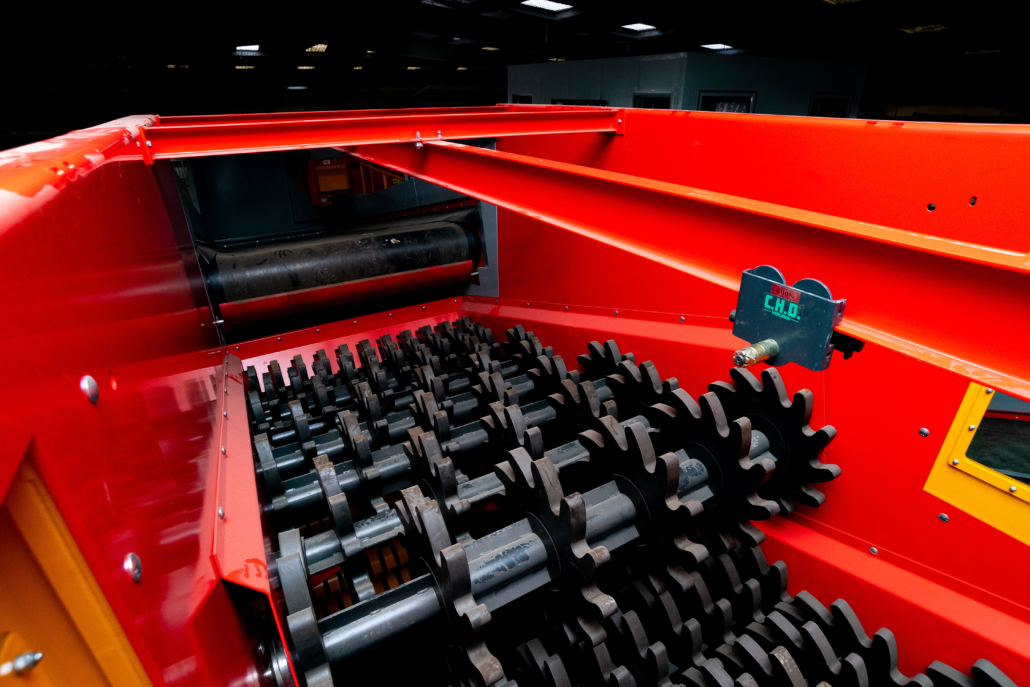
All incoming material is loaded into a bag splitter that opens the bags and loosen the material before it’s fed onto the sorting line. A quality control station ensures the suitability of material feeding the plant, where it’s sorted via a series of screens into cardboard and paper, cans and cartons.
Plastics, cans and cartons are separated using screens, optical separators, magnets, eddy currents and further quality stations before the final products drop into gated storage bunkers, and a central conveyor moves all materials from bunkers to the baler.
The MRF’s plant and personnel are geared to recovering materials of the highest quality for reprocessing.
“This was a challenging and very rewarding project due to timelines and space but now, our client’s plant can achieve high standards in all products. The delivery of this project would not have been possible without the cooperation and teamwork of the client and their teams” said Anthony Clune, Turmec’s Senior Project Manager.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}