Case Studies > ETM Recycling Plant


Case Studies > ETM Recycling Plant

Location: Bristol
Country: GB
Project Type: Turnkey
A family-run business, EMT Recycling provides waste management, recycling and skip-hire services to Bristol and South West of UK.
ETM’s Recycling Plant was operating at full capacity and couldn’t cope with the increasing need of waste management, so Turmec had to design and built a new plant that would drastically increase their capacity, allowing more of the local community and businesses to dispose of their waste in the facility.
The new centre had to allow ETM to double the amount of waste it could accept and process from its collection vehicles as well as third-party tipping.
The biggest challenge was site restriction – a relatively small site, with only 1.5 acres, with existing buildings all around; Turmec had to offer ETM a different approach on how to run the recycling plant, with a full site redevelopment.
The second challenge was power – there was not enough power on site and Turmec had to not only investigate if there was enough power in the area but also find a solution to take it into the site.

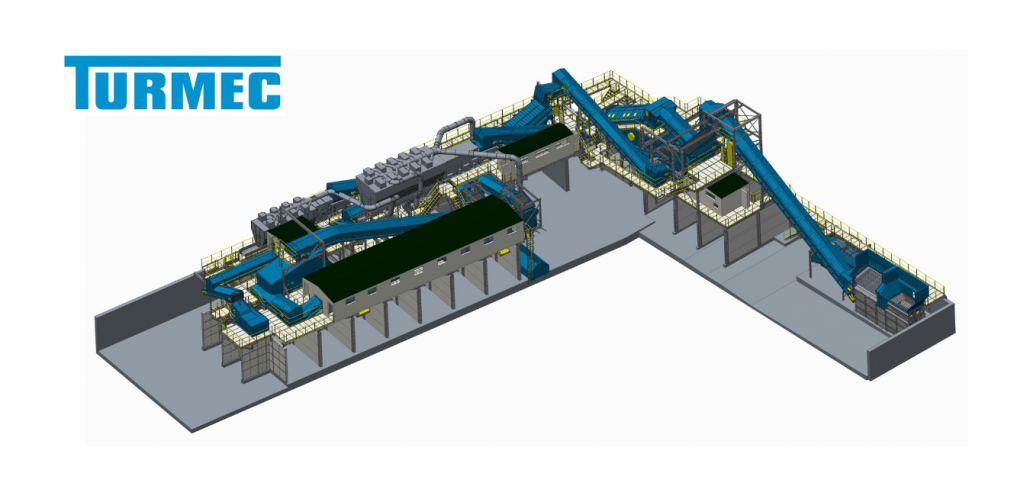
Turmec carefully designed & built the custom fit, bespoke plant for ETM.
The solution was to look at the site as an overall solution, at the traffic movement, offices location, safe staff flow, parking, etc; doubling ETM’s input, also meant doubling their output so Turmec revaluated their system of operations and changed the whole flow of the site, moving way-bridges so trucks could go in and out quickly and safely.
Turmec coordinated civils, groundwork, electrical work and managed the existing buildings’ issue making as easy as possible for ETM so the client didn’t have to work with multiple contractors, just Turmec.
From the initial meeting, Turmec worked alongside ETM for almost 2 years on all possible and arising issues before the process was signed off; from then all the equipment was built in Ireland and delivered to Bristol.
On the installation, delivery of the project, the biggest challenge was not to shut down the site, working around ETM’s daily operations, while organising big lifts with cranes, extra staff on site, etc; so Turmec’s first job was to relocate their existing plant to a different part of the site so they could keep open without Turmec’s interference. This was done over a weekend.
Once their current plant was relocated, Turmec delivered the new state of the art facility within 12 weeks, between install and commission.
Everything was delivered on budget and on time, with minimal impact on their business and ETM Recycling transformed their business and the way they process waste.
ETM’s investment cements its position within the South West of the UK; they now have the most efficient and effective plant, with the most innovative configuration and the technology used at the site will increase the efficiency of waste handling and improve waste segregation, helping ETM to achieve 98 per cent landfill diversion as well as being able to process C&D and C&I for the whole of Bristol and beyond.
The facility will double the amount of waste ETM have previously been able to handle in half the time and process at its Ashton Vale site to over 150,000 tonnes per year processing 80 tonnes per hour, an output that up until now ETM could only achieve in 24 hours.
Materials extracted include wood, hardcore, inert, plastics, cardboard and metals. Five magnets extract ferrous metal objects, while an eddy current separator captures electrical conductors like aluminium and copper that are not ferromagnetic.
Amy McCormack, director of ETM Recycling, said: “It seems like a long time ago when we put the wheels in motion for this, but since the build began at the start of the year it really gathered pace. To finally have it open and operational has been well worth the wait. There is nothing as efficient as this around Bristol and such a level of investment will not only prove vital for ETM but also the city itself.”
ETM announced a record turnover of £7.6 million for 2018 – up 35 per cent from 2017 – and anticipates doubling this within the next three years with the new plant in place.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}